










Zylinderkopfbearbeitung aus einer Hand
Vertrauen Sie auf unseren fachkompetenten Rundum-Service zum Thema Zylinderkopf – zuverlässig, schnell und bequem.
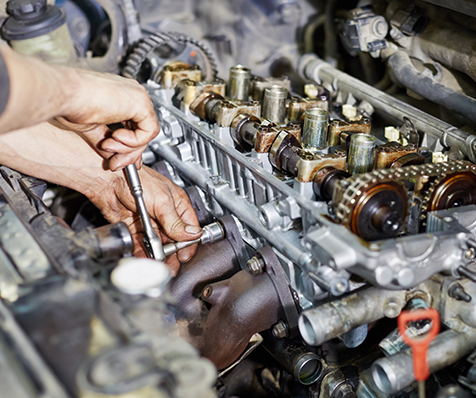
Für Sie als KFZ-Fachbetrieb sind wir der Ansprechpartner Nummer Eins, wenn es darum geht, die Zylinderköpfe Ihrer Kunden zu prüfen und instand zu setzen.
Unser umfangreiches Leistungsspektrum umfasst hierbei:
• Erstellen eines Eingangsbefundes (Verzug, Mindesthöhe, Beschädigungen etc.)
• Dichtheit prüfen (Abdrücken)
• Reinigen z. B. per Ultraschall
• Planschleifen der Dichtfläche
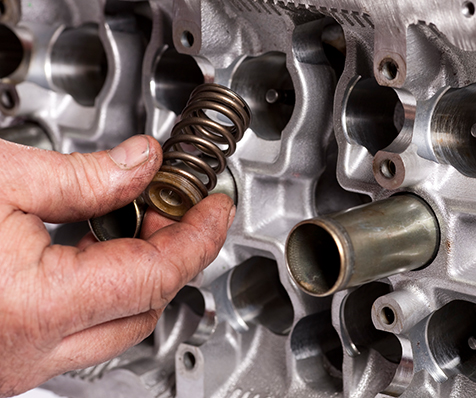
• Erneuern von Ventilführungen
• Erneuern oder Fräsen von Ventilsitzen
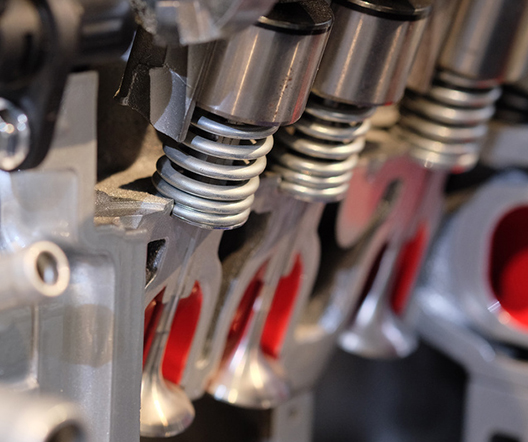
• Schleifen der Ventile
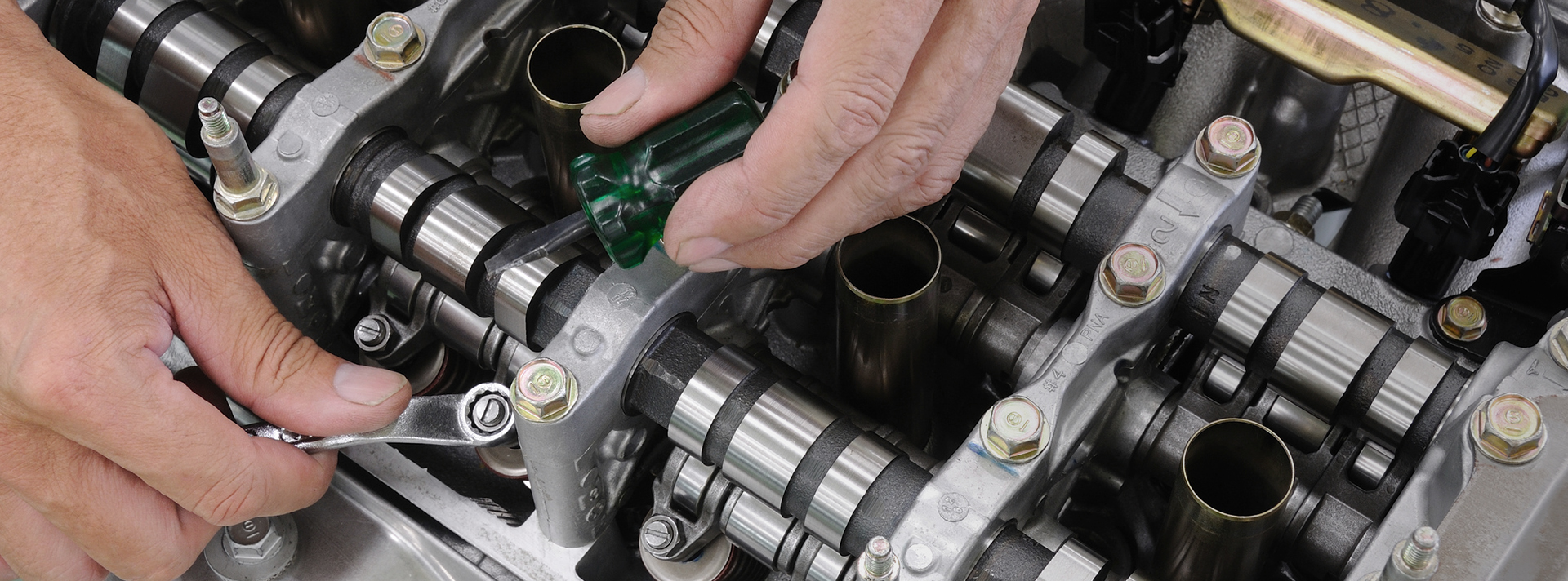
• Einstellen des Ventilspiels
• Vakuum prüfen montierter Ventile
• Instand setzen von abgerissenen Stehbolzen oder Gewinden
• Abdichten von Düsen- und Injektorbüchsen
• Entfernen abgebrochener Ausdreher und Gewindeschneider
• Erneuern von abgerissenen Stehbolzen